抛丸打砂机千万别选错,不然几十万打水漂
那天老王蹲在车间地上,对着质检报告发愣。
报告被拍在桌上的声响,整栋楼都听得见。
分三次退货,每次间隔三个月。所退货物均为发动机外壳,在外壳里面凹槽的地方,存在氧化皮残留的情况。
质检那帮人真是翻遍了每一个角落啊。
我往昔以为抛丸不过如此而已啦,钢砂击打上去,清清爽爽干干净净的,还会有啥问题呢。
现在知道了。毛病大着呢。
铝件铸铁件不一样
曾在老王厂子里做过的事项是铸铁缸体,其表面存在着那一层厚实的氧化皮,运用铸钢丸去进行冲压操作,并未产生什么大的问题。
这次接的是铝件外壳,他还照着老法子来。
铸铁件的表面,氧化皮是比较厚的,铸钢丸所具备的冲击力,能够有效地把杂质剥离出来。然而铝件并非如此,其质地要软很多,铸钢丸弄不好就会打出凹坑来。
更加麻烦的情况是,铝件如果动用了铁质弹丸,那么残留的铁屑就会渗透进去。一旦经过阳极氧化之后,那些黑点根本就没有办法去除掉。这样还会造成整批次都报废。
那批退货里有一小半就是这个问题。
抛丸机会打坏发动机外壳吗
这个问题我一开始就问过厂家。
结果对方来一句:看你参数怎么调。
行。等于没说。
后来才弄清楚,对于呈薄壁状的油底壳,以及用铝制成的进气歧管而言,抛射速度是至关重要的。要是抛射速度过猛,就会致使其出现变形的情况;要是抛射速度过轻,那么就无法将其清理得干干净净。
有的经验丰富的老师傅表示,在对精密部位进行处理操作时,应该使抛射的速度降下来,采用尺寸更小的弹丸,并且还需要与随动工装配合起来,以此来对加工面起到保护作用。
听起来都懂。真到了车间里调设备,又是另一回事。
履带不行就换转盘
老王的旧设备是履带式抛丸机。
当初图便宜买的。
如此这般的那种机器,工件呈现出全都堆积在一块儿的状态,它们彼此之间有着相互遮挡的情况,处于死角位置那儿的氧化皮,根本就没办法打到。
完成一轮抛活儿后,工人需亲自手动进行翻拨工件,而后开展新一轮操作了,一个班次结束的产量相当有限,并且还得逐件翻找查验有无遗漏的情况。
按照客户的生产计划,是始终不曾停歇的,这边进行翻检的速度,实在难以追上那边展开装配的速度,而出现断线的代价,相较于退货而言还要更高。
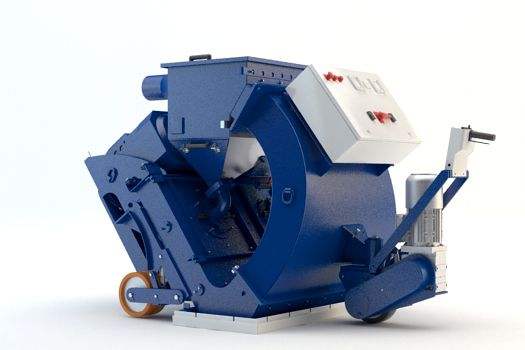
其后,同行的老陈拿转盘式的给他瞧,工件放置于转盘之上,并非堆积在履带之中相互遮挡,抛头能够调节角度,多个方向可同时进行击打,基本上不存在什么死角。
老陈讲,挑选设备的时候,不可以仅仅单纯看抛头的数量有多少,而是必须要去考量抛射覆盖的范围是不是足够全面,这番话语,我一直铭记到如今。
再说说弹丸
抛丸机采购的人都想着一劳永逸,但弹丸是在不停消耗的。
弹丸粒度太粗,冲击动能大,但覆盖率反而低。

极其细窄,清理的时效又难以跟得上节奏。当零件存在沟槽的情形下,弹丸的直径还必须要小于沟槽内圆半径的二分之一,不然根本就无法击中,到处都是射击不到的区域。
还有。什么材质的工件配什么弹丸——这是新手上路的第一坑。
铸铁件大体上是采用铸钢丸的,不过呢,针对于铝合金外壳而言,那就得换成不锈钢丸或者铝丸才行,目的是避免铁锈造成污染。
并且抛射速度同样需要进行调整,铸铁件所具备的冲击惯性以及铝合金承受力,全然是两个不同的概念。要是依照铸铁件的参数来照搬,铝件表面必定会遭到破坏。你瞧,就算是最为常见的铸铁件清理工作,也绝对不是如同压面条那般能够进行大规模量产的工作呀。
日常维护更磨人
设备买回来才是第一步。
每日都要去查看抛丸器叶片以及耐磨衬板的磨损情形,一旦磨损变得严重起来,振动就会加剧,清理也会变得不均匀。
弹丸循环系统需要经常清理,除尘器同样也得经常清理,弹丸之中含砂量过高,或者粉尘无法排出,不仅清理效果会大打折扣,而且设备磨损会加速,使用寿命进而缩短。
有的工厂,抛头轴承频繁出现损坏情况,隔三岔五就坏,之后经检查发现,是因为安装不符合规范要求,并且缺少润滑油,还要加上疲劳磨损所导致的。
之前,厂里存在那样一个抛头,添加一回润滑油,竟然需要三个小时,借助高压枪一下一下去打,把八个抛头处理完,半天的时间就这么没了。
惨。是真惨。
选型这个事啊
发动机外壳这种工件,吊挂式或者通过式抛丸机用得最多。
适合多品种、小批量生产的是吊挂式的,工件挂在挂钩上,旋转进入抛丸室,其灵活性高。适合大批量单一品种的是通过式的,工件直接放置在输送辊道上,连续不断地通过,效率是极高的,不过占地面积也大。
如果你资金充足,那么最好先找厂家打样,将几件最难处理的工件送去试机,每次工件制做完之后,就用粗糙度仪测量,再用放大镜逐个顺着翻阅检查沟槽,确认没有问题后再做决定。
眼见为实。
后记
老王那回真是被逼上绝路。
客户下了通牒,再出现批量问题就取消供应商资格。
嘴因为着急而冒出泡来了,不停地东问西问,跑去参加展会,查看设备,最终在佛山老陈那里见到了一台转盘打砂清理机。
观察了好久,当场拍了板。
换了设备之后,效率提上来了,质量稳住了,客户也没再退过货。
某些时候,我于车间之内到处游走,瞅见那台转盘机器在那里以均匀的速度转动,钢砂发出唰唰声打上去接着又掉落下来,甚为能够缓解压力。
就是粉尘大,每次进去都呛得不行。
除尘设备也得跟上,不然人受不了。
长期从事这一行业,你就能够发觉,在表面处理这一概念里,实际上就是针对金属进行类似洗脸般的操作。然而,操作效果的优劣程度,存在着极为显著的差异。
没人能够看得出发动机内部究竟是怎样的模样。然而抛得并不彻底干净,接下来的加工过程到处都是问题。刀具的磨损程度加剧,密封以及装配的精度都会受到相应的影响。
要不是为了那批电机壳子的订单,我的旧设备还能再撑几年。
现在想想,得亏那次设备升级及时。
不然我今儿可能就在别的行业里待着了。







技术资料
- 绥化市吊钩式喷砂机_绥化市吊钩式抛丸机_绥化市吊钩式抛丸除锈清理机_绥化市吊钩式喷丸设备提高板材的预加工质量?
- 鄂尔多斯6915钢管除锈抛丸机调试完毕
- 2018发往山东临沂吊钩式378抛丸机
- 通过式抛丸清理机发往胶州的装货现场
- 环保型吊钩式抛丸机发货现场
- 淄博钢结构抛丸机使用现场
- 黄骅悬链式抛丸机客户现场
- 路面抛丸机应用于广州桥面建设
- 履带式抛丸机客户案例现场汇总
- 布袋除尘器-除尘设备
最新资讯文章
- 抛丸打砂机千万别选错,不然几十万打水漂
- 橡胶履带抛丸机一台够用吗千万别踩这些坑
- 悬链连续式打砂机 流水线去毛刺喷砂机
- 抛丸人生:那些轮毂抛光背后的事儿,专治各类表面暗病
- 医疗床体打砂机 哪个牌子好?
- 抛丸机老坏怎么办?试试连续式抛丸机吧
- 钢网带打砂机选不好?看看这几点
- 除锈机选不对白花钱,转台式除锈机到底值不值得买
- 抛丸清理机怎么选?压铸铝件不发黑不变形
- 抛丸除锈机哪种好?悬链式抛丸机省人工省维修
